
FAQ & Documentation
Find answers to your questions
and other important documentation
If you still need help then please contact us at nina@wessellnickelandgross.com.
USING THE WNG STORE
-
How to Login / Reset Your Password
-
How to Create an Account
-
How do I buy and customize a product?
-
Why can't I see the "add to cart" button?
Actions
-
Upright Action Installation
-
Will A Composite Action Last?
Early attempts to use engineered materials failed miserably. The science of such materials was in its infancy and there was no history from which to learn. The materials WNG uses now have been around long enough for their aging to be understood.
The WNG combines a base resin of Nylon and a long fiber to create a composite that is both strong and rigid. Nylon has been in wide use for 50 years. The fiber is durable to the extreme. Material scientists expect, in the benign environment of a piano, a minimum life expectancy of 100 years. Indeed, it could last much longer.
-
Upright Action Heel Heights
Guide for determining what upright heel height is appropriate for your piano: Download the Upright Heel Height Guide.
-
Action Order Forms
Backchecks
-
Backcheck Installation
https://www.youtube.com/watch?v=9AOzurGP
Learn how to install Wessel, Nickel & Gross backchecks, as well as how to tail the hammers. Backchecks wear out in a piano much like brake pads in an automobile. While wear is a valid reason to change the backchecks, ensuring accurate and consistent checking is even more important.
Watch the video above, then download the full installation manual below. You can also download a high-resolution version of the video that you can watch offline, or burn to DVD. To save any of these files to your computer, right-click on them, and then select the "Save Target As" (or equivalent) option.
Download the instructions for the new Backcheck Tool Kit.
Download the instructions for the old Backcheck Tool Kit.
Download the action breakdown worksheet.
-
Why is the WNG backcheck so short?
Most backchecks are much longer than necessary. Unfortunately, the extra length gets the customer nothing. A hammer is checked on the top 1/2" or so of the backcheck--checking a hammer any place else is simply incorrect. Below the seat, the only material required is to provide enough surface to glue the buckskin, so WNG has chosen to eliminate this unnecessary space.
-
Why is the WNG backcheck so thin?
Most rebuilders have experienced backchecks hitting the sostenuto after regulation. The reasons for this are varied, however, a thinner backcheck creates more room between the backcheck and the sostenuto, thus reducing the probability that the backcheck will hit the sostenuto when both are regulated properly.
Capstans
-
Benefits of our Capstans
Capstans
Two things matter in a capstan, mass and a low coefficient of friction on its contact surface.
Most capstans are fashioned from brass. Unfortunately, brass is heavy and prone to tarnish. To combat this, the contacting surface is usually polished to reduce friction. This work-around is temporary, as tarnish will degrade the contacting surface making it somewhat sticky.
WNG's capstan is made from aluminum. Aluminum is light, about 1/3 the mass of brass.
After machining, we hard anodize the capstan. This coats the capstan with Aluminum Oxide, one of the hardest substances on earth. The hardness is as much as Rockwell C60 or about as hard as a planer knife. When polished, the capstan becomes very slick and durable.
What does a capstan do?
A capstan transfers the motion of the key to the repetition. Ideally, the capstan weighs as little as possible and has as low a coefficient of friction as possible on the surface that presses on the contact cloth of the repetition.
How is a typical capstan made?
The typical capstan is machined from brass usually in a screw machine.
Is there a problem with this?
There are two fundamental problems with a brass capstan.
Brass is heavy. This results in excessive mass. The mass of the capstan is then counterbalanced by more mass in the form of lead weights placed at the front of the key. The resulting inertia is felt by the pianist as more touch resistance than is really necessary.
Brass tarnishes. A smooth surface is polished into the brass as part of the manufacturing process. This makes the capstan have as low a coefficient of friction as possible. This is well and good for the first few days in the life of the piano. However, it doesn't take long before the brass capstan has a coating of tarnish that greatly increases the friction between the top of the capstan and the repetition contact cloth.
Is there a better Way?
The Wessell, Nickel & Gross aluminum capstan solves both of the problems of a brass capstan.
Aluminum is light. Aluminum is much lighter than brass. Depending on the variety of brass the specific gravity will be between 8.47 and 8.75. Aluminum has a specific gravity of 2.69, less than one third that of brass. Because of its weight, you don't see many airplanes manufactured from brass. With the availability of the WNG Aluminum Capstans you shouldn't see many brass capstans either. The use of aluminum reduces mass at an important place contributing to an action that plays well.
Anodized Aluminum does not tarnish. After machining and polishing, WNG runs the aluminum capstans through a process of hard anodization. This coats the capstan with a very hard surface (up to Rockwell 60) of aluminum oxide that will not corrode. When polished, this coating produces a stable and inherently slippery surface. Unlike brass, the WNG Aluminum Capstan will stay slippery indefinitely.
Center Pins
-
Can I use my existing center pin set for WNG parts?
No.
Traditional felt bushings have a lot of compression and variance based upon humidity. This means that the sizes will change drastically and as a result the pin sizes vary greatly. With hard bushings, the pin sizes vary only a small amount which means the changes in pin sizes in a traditional set is too much for our hard bushings.
For example, a #20 center pin is .050" and a #20-½ is .051" or a 1 thousandth difference this is more than fine enough for felt parts. However, 1 step using our center pins will go from 0.0501" to 0.0502" which is 1 ten thousandths of an inch. The total range of pin sizes that we offer is from 0.0496" to 0.0508" That is a total of 12 ten-thousandths from the largest size to the smallest size. The distance from a #20 to a # 20 ½ center pin for felt parts encompasses nearly the entire selection of our pin sizes. For hard bushings center pints that graduate in ten-thousandths of an inch are a requirement and going up 1 size will often still require burnishing.
-
Will WNG center pins work with felt?
No
WNG center pins are not designed for felt. Our pins step in 1 ten-thousandths inches which is just too small to have any noticeable effect on felt parts.
Damper Action
-
Damper Action (Assembled) Installation
The damper action installation is broken into several parts. You can read each of the segments below:
- 1. Selecting the correct WNG damper action
- 2. Create a damper action scale stick from the back of the keys
- 3. Drill the WNG damper flange rail
- 4. Drill the WNG damper sustain tray
- 5. Assemble the damper action
- 6. Install the damper action
- 7. Determine underlever center height using half stroke principles
- Sostenuto Installation Procedure
-
Damper Action (Assembled) Ordering
Two Ways To Order *Please note that custom parts are non-refundable.* To order a Custom Damper Action you can either use the online ordering form below or use the PDF Damper Action Order Form. Once downloaded, you can fill out the information asked of you at the order page.
-
What Options Should I Choose?
If you have any questions regarding what options to order with or how to order your damper action, please download the Custom Back Action Process instructions. You can specify a custom damper action by following these steps:
1) If you want WNG to supply damper heads and wires you will need to: - Establish the number of dampers in the piano. - Establish the number of bass dampers.
2) Determine which flange rail to use.
3) Determine which under lever combination of - Mounting flange (If using the Spring Flange how many notes with assist springs.) - Top flange height - Spoon Length - Leading pattern
4) Determine whether or not you wish WNG to supply a sostenuto rod installation kit. Please note that this incurs and aditional charge
-
Can you drill and tap aluminium rails?
Drilling and tapping aluminium isn't difficult, but it is different than wood. You'll need aluminium tapping fluid, a 3.3 drill bit, and a M4.7 thread tap before you can start drilling. Please note that WNG does not include these materials with its damper actions. However, you don't have access to or can't find them, WNG offers them in a kit or you can buy them individually via the links below.
-
Do You Need A Scale Stick?
To complete your order of an Assembled Custom Damper Action, you will need to send WNG a completed Scale Stick.
Glides
-
What are Glides made of?
Our Glide Bolts are made from aluminum, hard anodized and polished for a permanent super slick finish. This finish will not tarnish or corrode thus will remain smooth indefinitely.
Glide Bolts support the balance rail and keyframe by transferring the weight of the action, through the balance rail, to the keybed. The Una Corda, or soft pedal, operates by shifting the action sideways, to change the tone of the piano. When the action is shifted, the glide bolts, while supporting the action, must slide smoothly on the keybed. A standard brass or nickel plated steel glide works well enough when new. In time, however, tarnish or corrosion will make this movement gritty and difficult.
A smooth shift is essential to good performance of the Una Corda. With Aluminum Hard Anodized glides, the pedal action will be smooth, now as well as far into the future.
-
What are Glide Bolts?
A glide bolt needs to slide smoothly on the keybed as it supports the weight of the action.
The traditional glide bolt is made from brass. Where the glide meets the keybed it is polished but this expedient is temporary at best. Eventually tarnish and corrosion attacks the brass increasing the friction between the keybed and glide. As a consequence, the keyframe no longer slides smoothly when the una corda pedal is played.
The WNG glide bolt is made from Aluminum, Hard Anodized and Polished for a permanent, super slick finish.
By hard anodizing and polishing the glide bolt we achieve a durable and permanently slick surface that, in normal use, will never degrade.
The hardness of this surface can be as much as Rockwell C65 (about as hard as a planer blade).
-
What material are the Glides?
As an alternative to brass, nickel-plated steel is somewhat better at resisting corrosion, however, the nickel plating will eventually turn green and rough from corrosion as well. On this type of glide, polishing will completely remove the plating, leaving the steel underneath vulnerable to rust.
Wessell, Nickel & Gross's hard-anodized aluminum glide bolt, however, will not corrode. The polished surface of the glide bolt will stay smooth and slippery for many years and is a superior alternative to brass or nickel-plated steel glide bolts.
Hammers
-
What type are WNG Hammers?
There are two basic types of hammers in the market today.
Lacquer Up
Some companies, most notably New York Steinway, use very soft felt in their hammers. When voiced, these hammers are too soft until a hardener, typically lacquer, is applied to achieve tone. This is referred as a "lacquer up" hammer.
Needle Down
Most European companies use a dense felt to make the hammer. When voiced these hammers are hard and must be needled to soften the hammer to achieve tone. Hammers of this type are referred to as "needle down" hammers.
WNG Natural felt hammers come from the factory 90% of the way voiced. This means that both techniques may be used on WNG natural felt hammers. It all depends on the piano and the customer.
WNG Select felt hammers are set to be brighter than the natural hammers for those looking for a brighter tone. These are needle down hammers. -
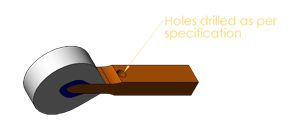
Drilling Hammers
Hammers need to be drilled. Wessell, Nickel & Gross can accommodate any diameter, bore length and angle required.
Diameter:
- Appropriate for composite shanks
- Any other size you might requireBore Length:
- Standard distance from samples for bass and treble
- Factory specs (if available)
- Custom bore to take into account changing string heights
Angles:
- From samples (angles are inferred)
- From technician supplied angle specifications
- To factory specs (if available) -
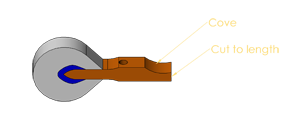
Cutting Hammers
After drilling, hammers need to be cut to length so they interface with backchecks properly. Wessell, Nickel & Gross can cut to length in the following ways:
- From samples
- To 1" or 25.4mm as required by WNG Back Check System
- To technician supplied specAfter the hammers are cut to length, typically they are also coved so as to reduce mass. WNG can cove in the following ways:
- Standard Cove
- Maximum for weight -
Machine Backcheck Seat of Hammers
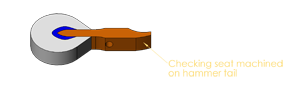
Many rebuilders machine a squaring arc on the back of the hammer to create a seat for checking. The Wessell, Nickel & Gross backcheck system provides high-quality tools for this job. WNG can also machine the checking seat on the hammer tail as part of the tail prep, if you prefer.
-
Tapering Hammers
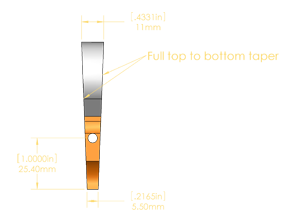
Taper Hammers need to be tapered both for clearance and mass. A full top-to-bottom taper is an industry best practice. WNG offers a full top-to-bottom taper as a hammer machining option.
Key Pins
-
Benefits of our Key Pins
Rebuilders, at least those who really care as to how their pianos play, carefully and laboriously polish the key pins so as to reduce friction. There can be no doubt that this technique makes an action play better. But the time involved is lengthy and is only a temporary solution. The atmosphere around us will, in short order, corrode these highly polished key pins increasing their friction again.
Wouldn't it be nice if there were a way to achieve this reduced friction on the key pins in a simple and permanent way?
Introducing the Wessell, Nickel & Gross Low Friction Key PinsWe now have key pins made from aluminum so that we can get the benefit of hard anodization on the surface of the pins. Hard-Anodization is one method of producing a non stick cooking surface. When polished, these pins are even more slippery than the polished pins of old. As an added benefit, they will stay polished and slippery indefinitely. Unlike the past, the polish is permanent.
-
How do I install WNG key pins?
Here are some guides for installing key pins.
Guides:
Installing WNG front rail pins
Knuckles
-
Benefits of our Knuckles
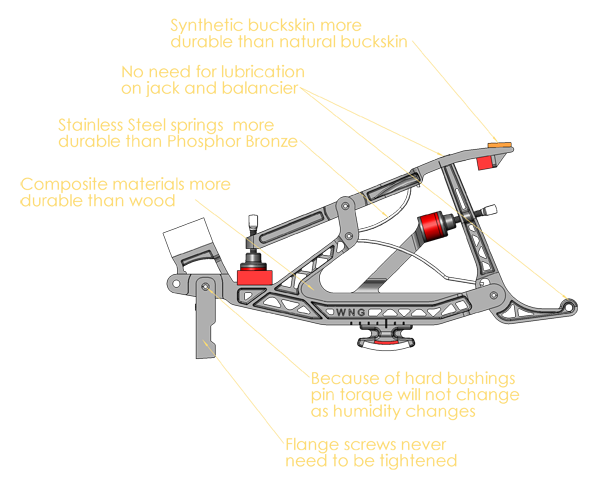
Constructed in the traditional manner, WNG knuckles are an outstanding choice. First, a dense white cloth is wrapped over a composite core. Then, synthetic buckskin is stretched around the silicone felt replacement and glued to the core. The knuckle is then cut to 11.5mm in width.
Why choose synthetic buckskin? Simply put, it lasts longer.
To find out which is better, we stress-tested natural and synthetic buckskin knuckles to 20 million blows. By the end of the test, the synthetic buckskin knuckles were still going strong, but the natural buckskin knuckles were completely worn through. In addition to its impressive durability, we also found that synthetic buckskin has a self-lubricating quality that reduces friction and noise.
The core of our knuckles is made from composite material, which makes regulating the jack to the knuckle easy. Our knuckles come in four available diameters—8mm, 9mm, 10mm, and 11mm.
The felt inside of the knuckle has also been replaced with silicone. Why silicone? Because it can have its durometer controlled to be a precise density while maintaining its shape over a long period of use without any change to the action feel. We have found that the harder the knuckle the louder the action sound. With a softer knuckle the action sound will drop significantly. However, with our internal testing, we found that a softer felt knuckle would deform rapidly changing its shape and durometer. Silicone however does not deform like felt. We used a softer silicone material against a hard felt knuckle over 15 million blows and found that the hard knuckle felt had worn down while the silicone knuckle had not deformed at all. The silicone was still the same shape as when it started. In our testing we have found that the synthetic buck skin will fail before the silicone even begins to change shape.
Silicone Knuckles can also be shaped to an exact and repeatable shape. Most of us who have been in the business for a while have found that knuckles can vary in diameter drastically. At the turn of the century, it was not uncommon to have knuckles that were specked out to 9mm to come out as 11 mm. While processes have gotten better today, you will still find that traditional felt knuckles will vary ±.5 mm. With silicone and synthetic buck skin, our knuckles can maintain a precise size ensuring consistency all the way across the piano.
Repetitions
-
Benefits of our Repetitions
The use of composite materials has allowed Wessell, Nickel & Gross to design a repetition with features impossible to execute in wood. WNG's heel locating system, integrated button, stop and optional rest cushion would not have been possible if the parts had been made from wood.
A great deal of effort has been put into lightening the repetition. A testament to this fact is its unusual shape, designed entirely for the purpose of reducing mass or shifting mass towards the center of rotation. By reducing the moment of inertia, WNG has reduced the dynamic touch resistance felt by the pianist.
It is important to observe that this design could not have been executed in wood.
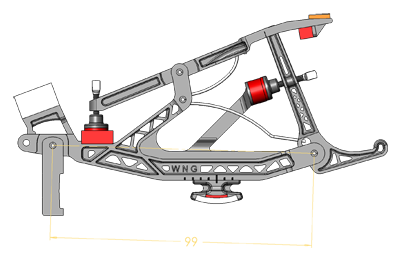
The 99mm StandardWessell, Nickel & Gross repetitions can replace any repetition that conforms to the 99mm standard. This means that the distance from the repetition flange center to the jack center is 99mm +/- 1mm.
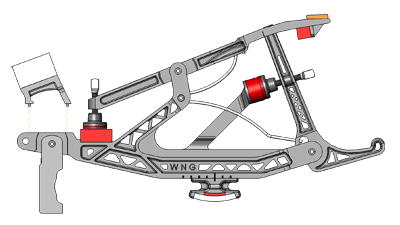
Optional Rest Cushion
On most repetition systems the rest cushion is either on or off depending on the design of the molding upon which the repetition is based. WNG has designed an easy choice into the system. You decide if the rest cushion is included or not. It's your choice.
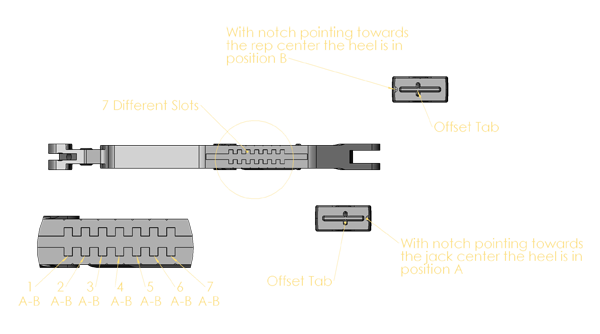
Precision Heel Locating System
On the WNG repetition, there are 7 slots in the bottom of the repetition base. On the heel, there is a corresponding tab that is offset thus allowing two different heel locations for each slot. These locations are referred to as A and B. Therefore, there are 14 different heel locations available to the sophisticated rebuilder. These are referred to as positions 1A through 7B.
Reduced Rotating Mass in the Repetition Base The unusual shape of the WNG repetition results from the design effort to reduce rotating mass.
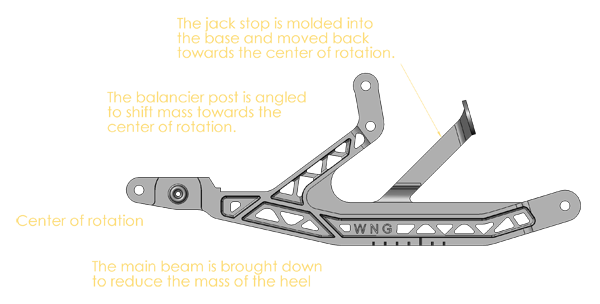
- - The main beam is lowered to reduce the size and mass of the heel.
- - The balancier post is angled back to move the mass towards the center of rotation.
- - The jack stop is molded into the base and angled back to move the mass towards the center of rotation.
Low Maintenance Repetition
Hard Bushings
Cloth bushings have problems:
- - Cloth bushings are unstable in a changing humidity environment
- - As cloth bushings change, center pin torque changes
- - As pin torque changes so does the touch of the piano
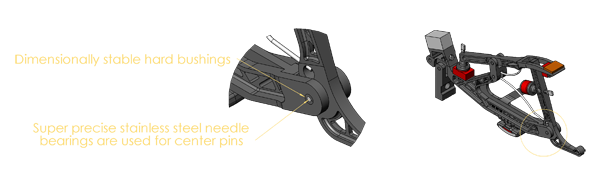
In comparison, hard bushings are quite advantageous:
- - Hard bushings are dimensionally stable as humidity changes
- - When exposed to changing humidity, pin torque change is negligible
- - The change in the touch of a piano is negligible
Test Results: After 18 million blows, pin torque exhibited virtually no change. In extreme environments, from 10% to 90% Equilibrium Moisture Content, pin torque was stable.
Read how Wessell, Nickel & Gross succeeds where Teflon bushings failed...
Wide Variety of Flanges
WNG provides appropriate flanges so that the composite repetition is able to attach to a variety of repetition rails.
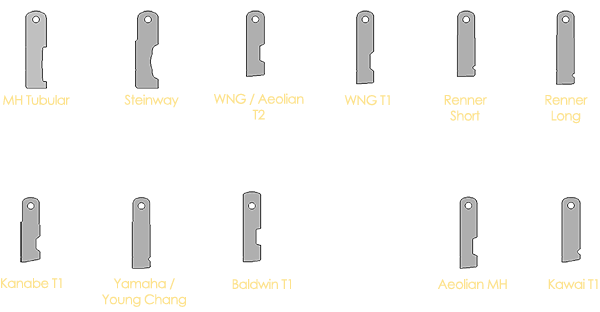
The available flange designs are: Current Mason & Hamlin, Steinway, Aeolian Mason & Hamlin, Wessell, Nickel & Gross Classic, Renner Short, Renner Long, Knabe T1, Yamaha, and Baldwin.
Three Different JacksWNG provides three different jacks for interchangeability with many repetitions.
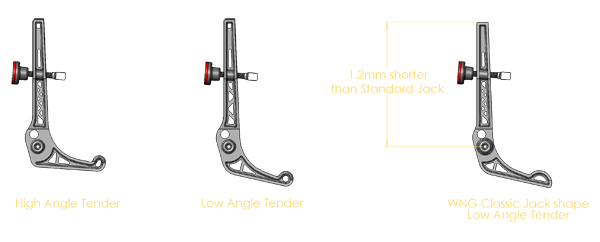
- Standard Jack: Most commonly used jack in the world.
- Modern Jack: Same as Standard Jack except with a low angle tender
- Classic Jack: Same shape, length and tender as found on WNG Classic actions
Organized into sets for popular pianos
WNG has organized sets of repetitions for a number of popular pianos. Each set includes the appropriate flange, jack, rest cushion choice, heel location and height.
-
Repetition Installation
https://www.youtube.com/watch?v=CvHq-xFNbm4
Wessell, Nickel & Gross composite repetitions can enhance the performance and value of almost any piano. Here, you can learn how to select and install Wessell, Nickel & Gross repetitions.
Watch the video above, then download the full installation manual below. You can also download a high-resolution version of the video that you can watch offline, or burn to DVD. To save either of these files to your computer, right-click on them, and then select the "Save Target As" (or equivalent) option.Download the installation manual.
Download the action breakdown worksheet.
Download How To Build A Center Height Gauge. -
Rail Modifications for WNG Repetitions
-
Understanding The Half Stroke
When the key is at half stroke and the repetition is at half stroke, the contact point between the capstan and the heel should fall on a straight line between the balance point of the key and the repetition center. Proper attention to the half stroke is fundamental to a well-designed key. Read more...
-
Repetition Helper Spring Installation
Learn how to install the new repetition helper spring... Read more.
Shanks & Flanges
-
Shank & Flange Installation
https://www.youtube.com/watch?v=o7SGhb5qrEI
Wessell, Nickel & Gross composite shanks and flanges are a considerable upgrade over comparable parts made from wood. This video explains how to select and install the correct shanks and flanges for a piano.
Watch the video above, then download the full installation manual below.
You can also download a high-resolution version of the video that you can watch offline, or burn to DVD. To save any of these files to your computer, right-click on them, and then select the "Save Target As" (or equivalent) option.Download the Action Breakdown Worksheet
-
WNG Composite vs Wooden Shanks
https://www.youtube.com/watch?v=_BRvtUGDHJ8
The video above was filmed using a high-speed camera and shows what happens when a wooden shank and a WNG Carbon Tube Shank are played. It explains that because wood is an organic material, its quality is very inconsistent and out of an entire set of shanks, only a few are truly "strong", yet every shank is used.
A WNG Carbon Tube Shank's strength is as strong as the strongest wooden shank, but doesn't have the variability in quality that wood does. You can be sure that every WNG Carbon Tube Shank is as strong as the one next to it, and that any piano action equipped with WNG's Carbon Tube Shanks will see a notable increase in power, consistency, and longevity.
-
Benefits of Composite Shanks: Mass
Mass
Due to the construction of WNG shanks, the overall mass is greater than for hornbeam shanks, but the center of gravity is shifted closer to the action center compared with their wooden counterparts. As can be seen in the "Absolute Mass" graph, this shift is reflected in the lower mass compared to hornbeam shanks seen at the knuckle and at the shank end, the two places where it is most relevant.
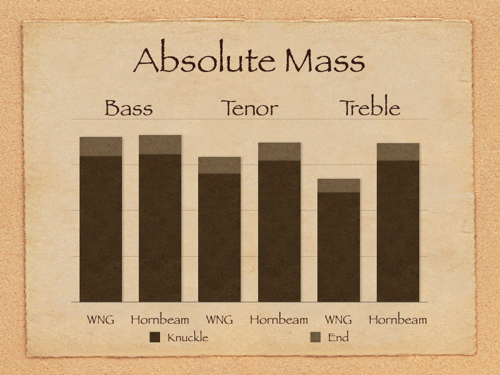
For the knuckle measurement, the shank was supported at the action center, while gravitational mass was measured at the center of the knuckle area. Lower mass at the knuckle (as well as the shank end) means less lead needs to be added to the keys--allowing a lighter and more responsive action to be constructed.
Many technicians remove material (mass) from hammers to achieve more sustain and to impart more of a "singing" quality to their pianos. Typically, this is done from approximately the middle of the piano range and into the treble section.
The mass of WNG composite shanks at the shank end is somewhat less than hornbeam in the tenor and treble shanks, where it is more desirable to have less mass. This assists the technician in achieving a better quality of tone through the middle and upper registers of the piano. Lower mass at the end of the shank also translates to a faster rebound from the string and a quicker action able to repeat faster.
Although WNG composite tenor shanks possess more than adequate strength for use in the bass section, our composite bass shanks have been designed to be comparable to hornbeam in mass at the shank end. This is desirable to ensure sufficient energy is delivered to the much more massive bass strings for a reasonable amount of exertion or key acceleration.
Mass VariabilityOne of the most compelling aspects of WNG composite shanks is their greater uniformity over wooden shanks in mass and strength.
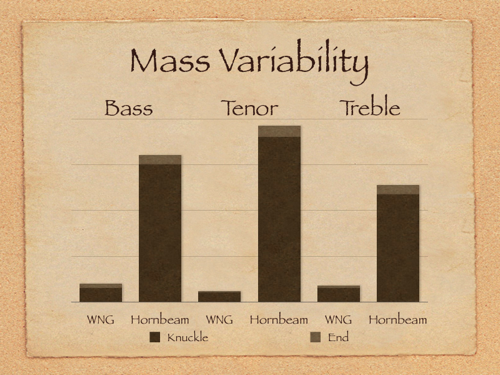
The "Mass Variability" graph dramatically illustrates the more tightly controlled mass of composite material, when compared to hornbeam. For example, the variability of mass at the knuckle in tenor hornbeam shanks is 1700% greater than for WNG composite tenor shanks. At the shank end, a hornbeam tenor shank is 900% more variable in mass than a WNG composite tenor shank.
This means that two adjacent WNG composite tenor shanks may vary in mass at the knuckle by no more than 0.40grams, and at the shank end by no more than 0.05 grams. Alternately, the mass of two adjacent hornbeam shanks can vary by as much as 7.20 grams at the knuckle and 0.5 grams at the shank end. This disparity in hornbeam shanks must be compensated for during initial weighting of the keyboard, and ultimately in the final voicing.
With WNG composite shanks there is a greater likelihood that inertia in the system, meaning all the moving parts from the key to the hammer, will graduate more consistently from note to note. This translates into a more even touch response felt in the fingers. Pianists can concentrate more on expression and phrasing, and not be distracted by inconsistencies in some keys compared to their neighbors.
-
Benefits of Composite Shanks: Strength
Strength
To compare the strength of WNG composite and hornbeam shanks, both were stressed in an identical manner. Static forces of 1 to 6 pounds were applied to the ends of the shanks. In the “Shank Deflection” graph it is clear that hornbeam shanks deflect more for a given amount of force applied than composite shanks.
As increasing force is applied to both, hornbeam consistently loses to composite. An instrument equipped with composite shanks will have a wider dynamic range than it would with hornbeam shanks. That's because more of a pianists' force will propel the shank (and thus the hammer) toward the string rather than flexing it.
Some of the mechanical energy stored by bending a shank is recovered as the shank returns to its straight orientation. However, some energy gets lost when forces from the upward bending area near the knuckle move back down--canceling some of the upward force at the hammer shank end. None of the energy lost as heat from internal friction in a hornbeam shank’s bending can be recovered as useful force. Composite shanks are much stiffer than hornbeam, so more energy is delivered to the string.
Strength Uniformity
As can be seen in the "Shank Deflection" graph, the range of deflection values is much wider in hornbeam shanks than in WNG composite shanks. All the benefits of greater uniformity in mass also apply to strength, which is reflected in deflection measurements. Again, the greater uniformity in strength of composite shanks is one of their most compelling aspects.
Unfortunately, any combination of strength properties is possible in two adjacent hornbeam shanks of the same type (bass, tenor or treble) since placement of shanks in an action is typically left to chance. They are not sorted for mass or for strength. Even sorting for mass would not eliminate strength disparities in hornbeam shanks. In hornbeam shanks, mass does not correlate with strength very well so a heavier weaker shank may sit next to a lighter, stronger shank.
Even more disconcerting with the use of hornbeam shanks is that it is possible to have a bass shank with less strength than a tenor shank or even a treble shank. These situations only exacerbate work required by the technician in voicing--and finally the pianist--to keep things under control.
Two adjacent hornbeam hammer shanks may vary in mass and strength enough to noticeably impact their relative touch weight and inertia. The variability also affects energy delivered to the string, effort required by the player to deliver consistent force, the time a hammer stays in contact with the string, the ability of a hammer to excite vibrations on the string, even absorption of harmonic frequencies, and the rebound rate.
The tighter uniformity of WNG composite shanks greatly reduces the variance from shank-to-shank, eliminating the problems described for hornbeam shanks. A player’s pianissimos will benefit from the greater uniformity, and thunderous fortissimos are more predictably unleashed. There is simply no substitute for a stronger and more uniform hammer shank.
-
Benefits of Composite Shanks: Emergence
Emergence
Wessell, Nickel & Gross has satisfied the need for hammer shanks that silently contribute to the voice of a piano, allowing a pianist to focus more on what matters most--the sound.
WNG composite shanks are only a part of the whole picture, and will work in concert with additional groundbreaking WNG components such as low-friction aluminum capstans, reduced mass/improved geometry backchecks, composite under-levers, low-friction key pins, and in particular, uniform composite repetitions. With all of these components working together, what emerges is a system that allows the technician and the player to get the most out of their instruments. Wessell, Nickel & Gross is more than the sum of its parts!
Tools
-
Scale Stick Installation
How To Create A Scale Stick:
Download How to Create An Action Scale Stick From Your Piano's Shank Rail
Download How to Create An Action Scale Stick From Your Piano
Download Create a scale stick from a Brass Tubular Rail
Download Hammer Motion Calculator
Download How To Create A Damper Action Scale Stick From The Ends Of The KeysFor more information on Wessell, Nickel & Gross' Scale Stick Kit and how to order it, please visit our Scale Stick page.
-
Gram Gauge Use
Apply force at a right angle to the lever arm throughout the measurement while touching only the tip at 20mm from the center. Read more...
-
Adjustable Plate Perimeter System Installation
Prior to removing the plate from the piano, take precise measurements of the plate height. Get a block of wood that is taller than the distance from the top of the plate to the top of the case; the top of the case is the reference point... Read more / Additional Instructions.
-
Sostenuto Installation Procedure